Recycling Process
Reducing, Reusing, Recycling and Repurposing
We look for ways to reduce emissions and waste, reusing energy and byproducts, recycling materials and repurposing wastes.
We look for ways to reduce emissions and waste, reusing energy and byproducts, recycling materials and repurposing wastes.
For Valero, being the most efficient and reliable operator in a highly competitive industry means being a better environmental performer.
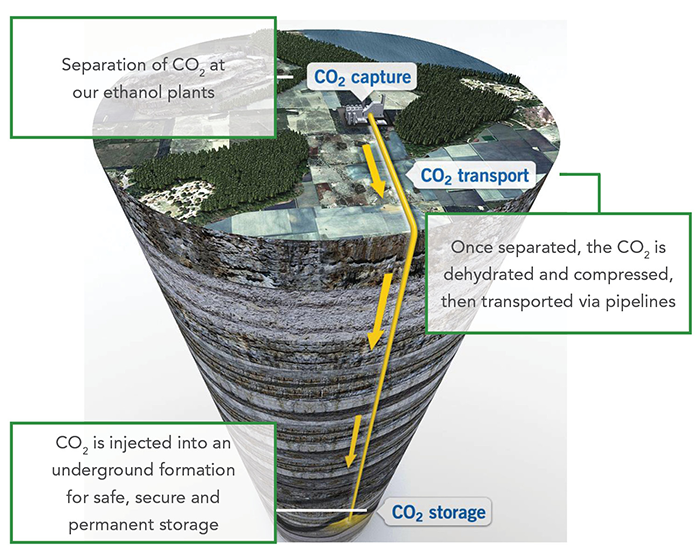
Carbon-capture technology recovers carbon dioxide that otherwise would go into the atmosphere and concentrates it for reuse. In 2013, Valero’s Port Arthur refinery became the first industrial site in the U.S. to host a large-scale carbon-sequestration project, and it remains the only U.S. refinery doing so, with more than 1 million tons captured each year.
Two steam methane reformer units, owned by a business partner that produces hydrogen for the refinery from natural gas, were retrofitted to capture the carbon dioxide produced in the process of making hydrogen.
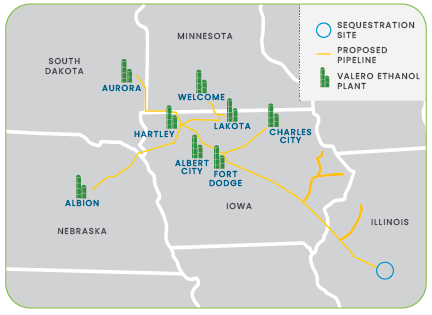
The project involves capturing high-concentration CO2 streams produced in the fermentation process at eight of our ethanol plants.
The removal of CO2 from our ethanol plants has the potential to further reduce the carbon intensity of ethanol by more than 40% and make ethanol more valuable in low-carbon fuel markets. With startup activities expected to begin in late 2024, Valero's goal is to be the anchor shipper, with eight of its ethanol plants connected to the 1,300-mile carbon capture pipeline across five U.S. Midwest states.